Resinový 3D tisk je dnes běžně využíván v průmyslových, stomatologických i zdravotnických aplikacích, kde se klade důraz na rozměrovou přesnost, jemné detaily a opakovatelnost výsledků. Přesto se v praxi setkáváme s výraznými rozdíly v kvalitě výstupů – a to i při použití stejného materiálu.
Rozhodujícím faktorem přitom nejsou pouze základní parametry 3D tiskárny, ale způsob řízení celého 3D tiskového procesu, fyzikální limity technologie a schopnost zařízení tyto limity aktivně kompenzovat.
Jak funguje stereolitografie a kde vznikají limity
Stereolitografie (SLA a příbuzné projekční technologie) patří mezi nejpřesnější metody resinového 3D tisku. Základním principem je selektivní vytvrzování tekutého fotopolymeru pomocí UV světla (projekce obrazu) skrze průhledné dno zásobníku. Každá vrstva modelu je vytvrzena samostatně a tisková platforma se následně řízeně pohybuje v ose Z, čímž vzniká finální objekt vrstvu po vrstvě.
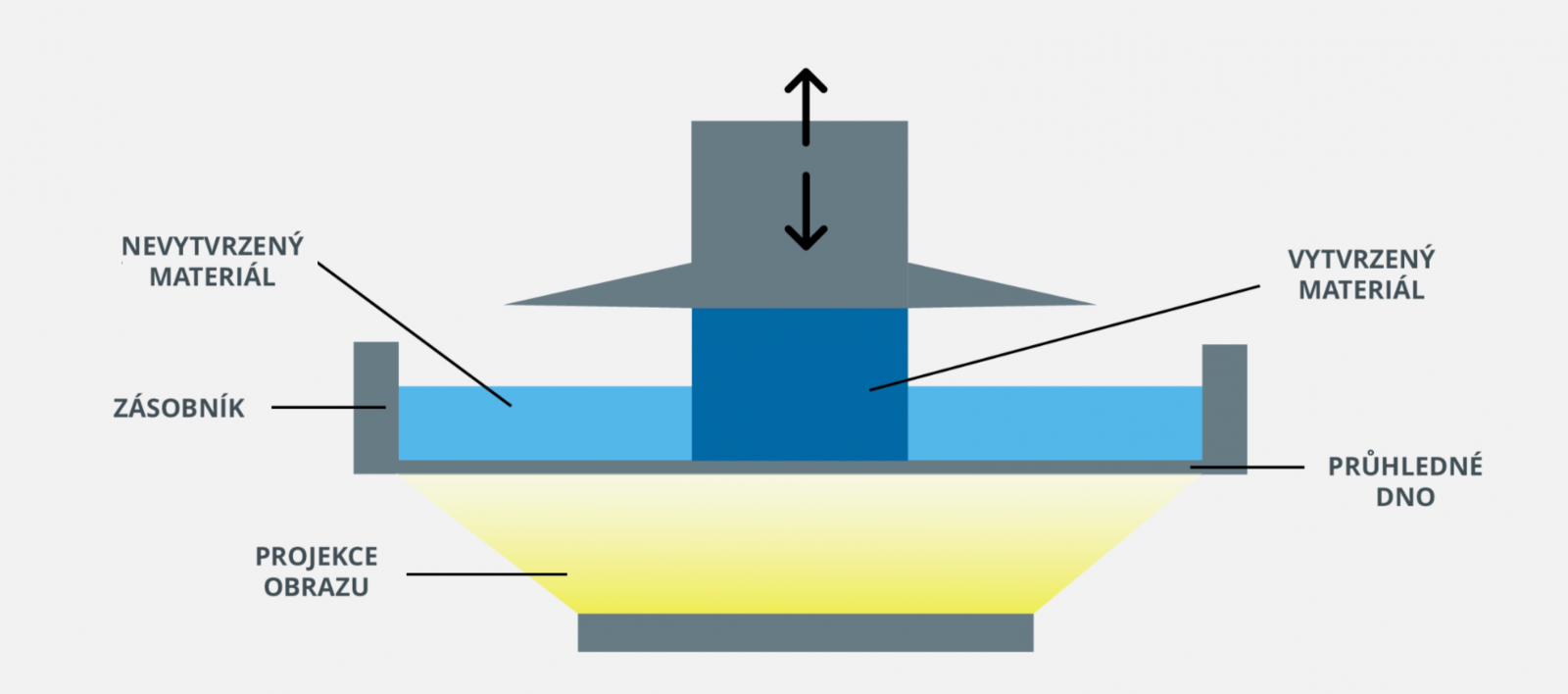
Obr.1 Princip tisku tekutých materiálů - resinů
Tento princip umožňuje dosahovat velmi jemných detailů, hladkého povrchu a vysoké rozměrové přesnosti, zároveň však přináší i technologické limity, které nejsou na první pohled patrné. Právě pohyb platformy při stlačování materiálu do vrstvy vytváří mechanické a fyzikální síly, které mají přímý vliv na stabilitu celého procesu.
Pokud nejsou tyto jevy správně řízeny, mohou se projevit mikrodeformace, kolísání tloušťky vrstev nebo snížení celkové přesnosti 3D tisku. Z tohoto důvodu nelze stereolitografii vnímat pouze jako „vytvrzování vrstvy“, ale jako komplexní výrobní proces, kde rozhodují detaily řízení.
Přehled projekčních technologií
Mezi hlavní technologie projekce obrazu u resinového 3D tisku patří SLA, DLP, LCD a MJP, které se liší principem vytvrzování, stabilitou světelného zdroje i vhodností pro dlouhodobý provoz.
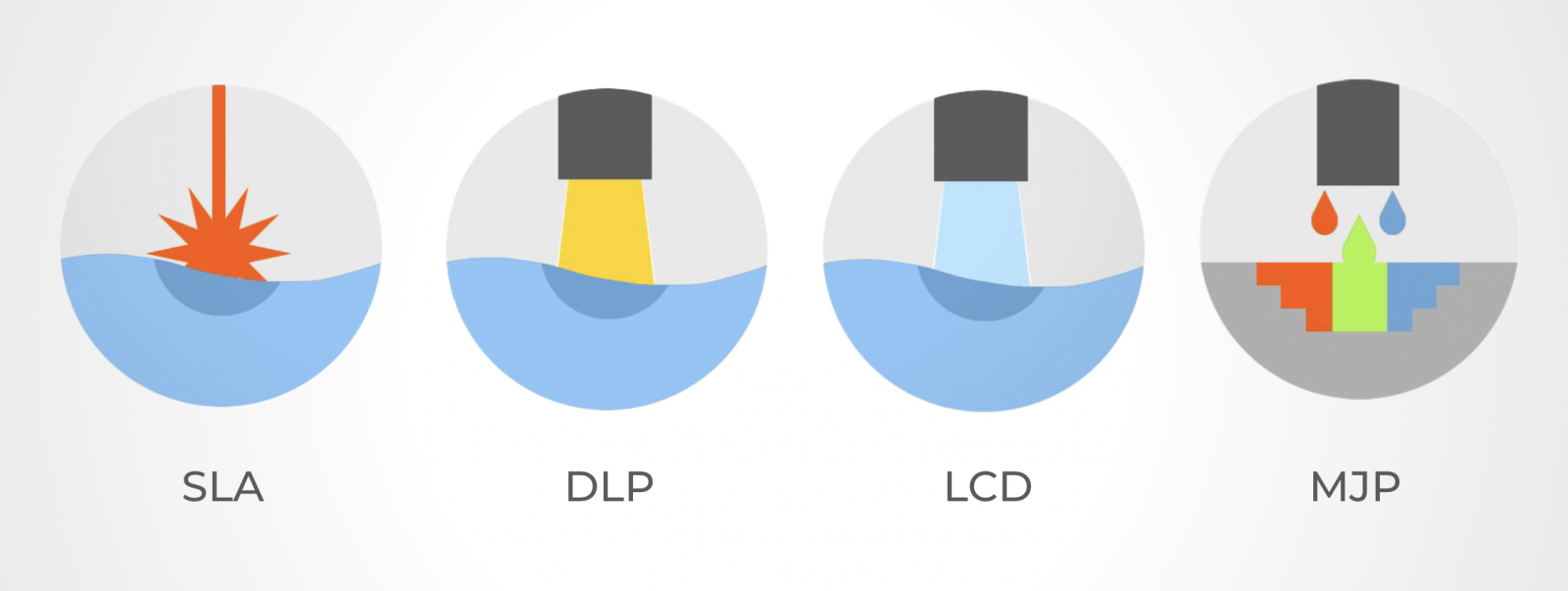
Obr.2 Technologie stereolitografie
SLA (laserová stereolitografie) využívá laserový paprsek s konstantním výkonem a dlouhou životností zdroje. Nevýhodou je nižší rychlost tisku, menší ostrost hran a omezená přesnost při jemných detailech.
DLP (projektorová technologie) vytvrzuje celou vrstvu najednou. Nabízí ostrý obraz, rovnoměrné podsvícení, konstantní světelný výkon a vysokou životnost světelného zdroje. Díky tomu je vhodná pro přesnou a opakovatelnou výrobu, zejména v profesionálních aplikacích.
LCD technologie je cenově dostupná a umožňuje tisk více objektů najednou, ale trpí kolísáním světelného výkonu, nerovnoměrným podsvícením a kratší životností displeje, co omezuje její dlouhodobou stabilitu. Proto je vhodnější především pro hobby použití nebo pro zkušenější uživatele, kteří dokážou tyto limity při nastavování procesu kompenzovat.
MJP (inkoustové trysky) nabízí vysokou přesnost a rychlost, avšak za cenu vyšších provozních nákladů, omezené nabídky materiálů a nižší mechanické odolnosti výstupů.
Vztlak a kontrola tloušťky vrstvy: klíčový rozdíl mezi technologiemi
Jedním z nejdůležitějších fyzikálních jevů při resinovém 3D tisku je vztlak, který vzniká při stlačování materiálu. Tento jev je nevyhnutelný a ovlivňuje všechny spodní projekční technologie bez ohledu na výrobce nebo typ zařízení.
Rozdíl mezi jednotlivými systémy však spočívá v tom, jakým způsobem je vztlak řízen. Základní zařízení pracují s pevně nastaveným časováním a předpokládají ideální průběh procesu. V praxi ale může docházet k situacím, kdy skutečná tloušťka vrstvy neodpovídá nastaveným parametrům.
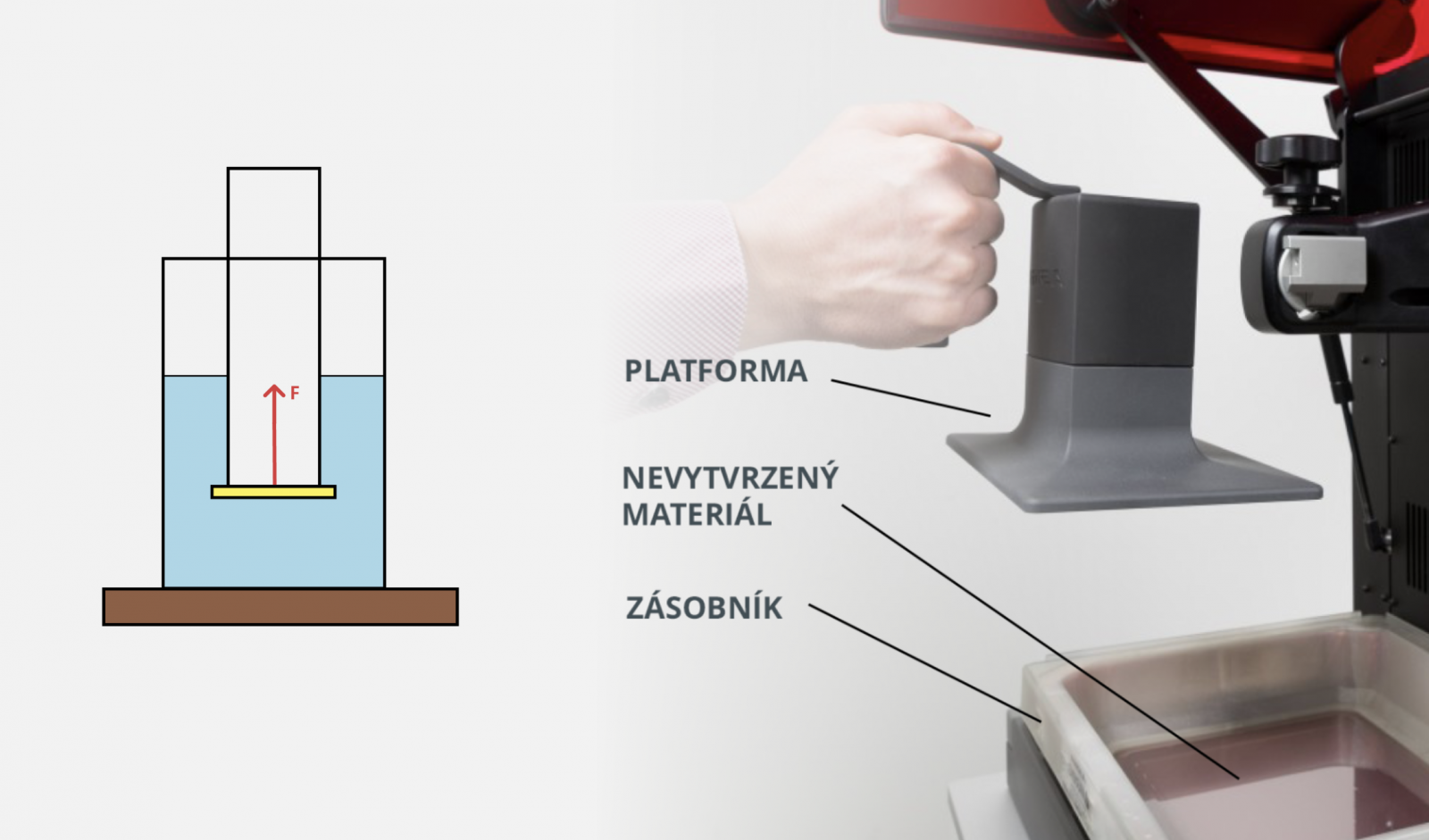
Obr.3 Působení sil
Pokročilejší 3D tiskárny jsou proto vybaveny chytrými senzory tloušťky vrstvy a zpětnou vazbou, které umožňují v reálném čase sledovat skutečný stav procesu a reagovat na odchylky. Díky tomu je možné aktivně kompenzovat vznikající síly, zabránit nerovnoměrnému vytvrzení jednotlivých vrstev a dosáhnout homogenní struktury materiálu v celé výšce dílu.
Právě zde se nejvýrazněji projevuje rozdíl mezi hobby řešením a profesionální výrobní technologií.
Význam rovnoměrného podsvícení a kontroly výkonu světla
Dalším zásadním faktorem ovlivňujícím kvalitu resinového 3D tisku je rovnoměrnost podsvícení napříč celou tiskovou plochou. Pokud světelný zdroj neposkytuje konstantní a homogenní výkon, dochází k rozdílům v míře vytvrzení jednotlivých částí vrstvy.
Tyto rozdíly se následně projeví nejen na rozměrové přesnosti, ale i na mechanických vlastnostech a zdravotní nezávadnosti výsledných dílů. Zatímco malé odchylky mohou být u jednoduchých modelů zanedbatelné, u funkčních nebo přesných komponent mohou znamenat zásadní problém.
Profesionální zařízení proto maskují světelný zdroj tak, aby byla intenzita po celé tiskové ploše rovnoměrná. Současně aktivně sledují výkon světelného zdroje a přizpůsobují parametry vytvrzování, aby byl proces stabilní i při dlouhodobém provozu a plném vytížení tiskové plochy.
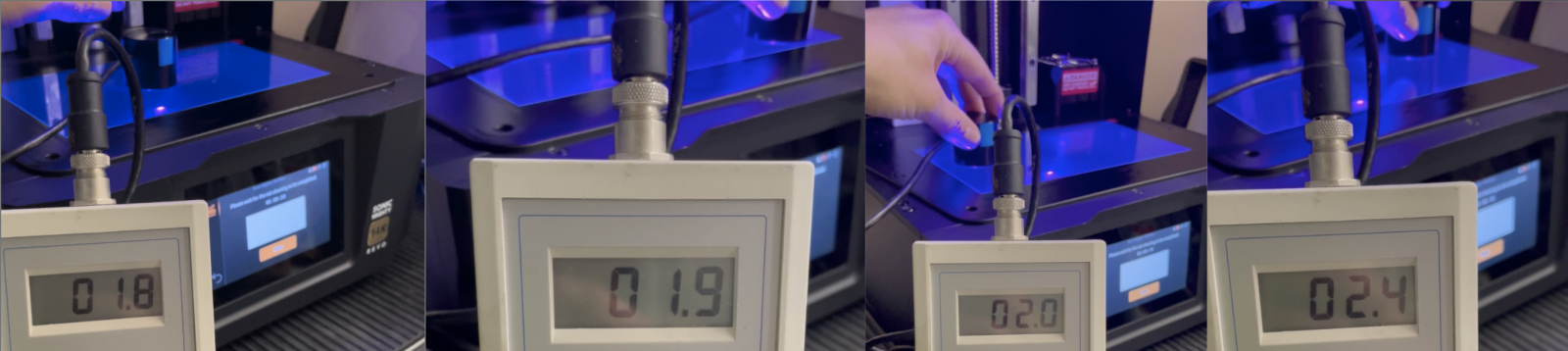
Obr.4 Rozdíl v podsvícení u nižší třídy 10%, u vyšší 0,5%
Prosvit, vlnová délka a kompenzace v ose Z
Kvalitu vytvrzování významně ovlivňuje také vlnová délka použitého UV světla. Technologie pracující s vlnovou délkou 385 nm umožňují přesnější kontrolu polymerace a snižují nežádoucí prosvit materiálu ve směru osy Z. Díky tomu lze dosáhnout ostřejších hran, lepší definice detailů a vyšší rozměrové přesnosti.
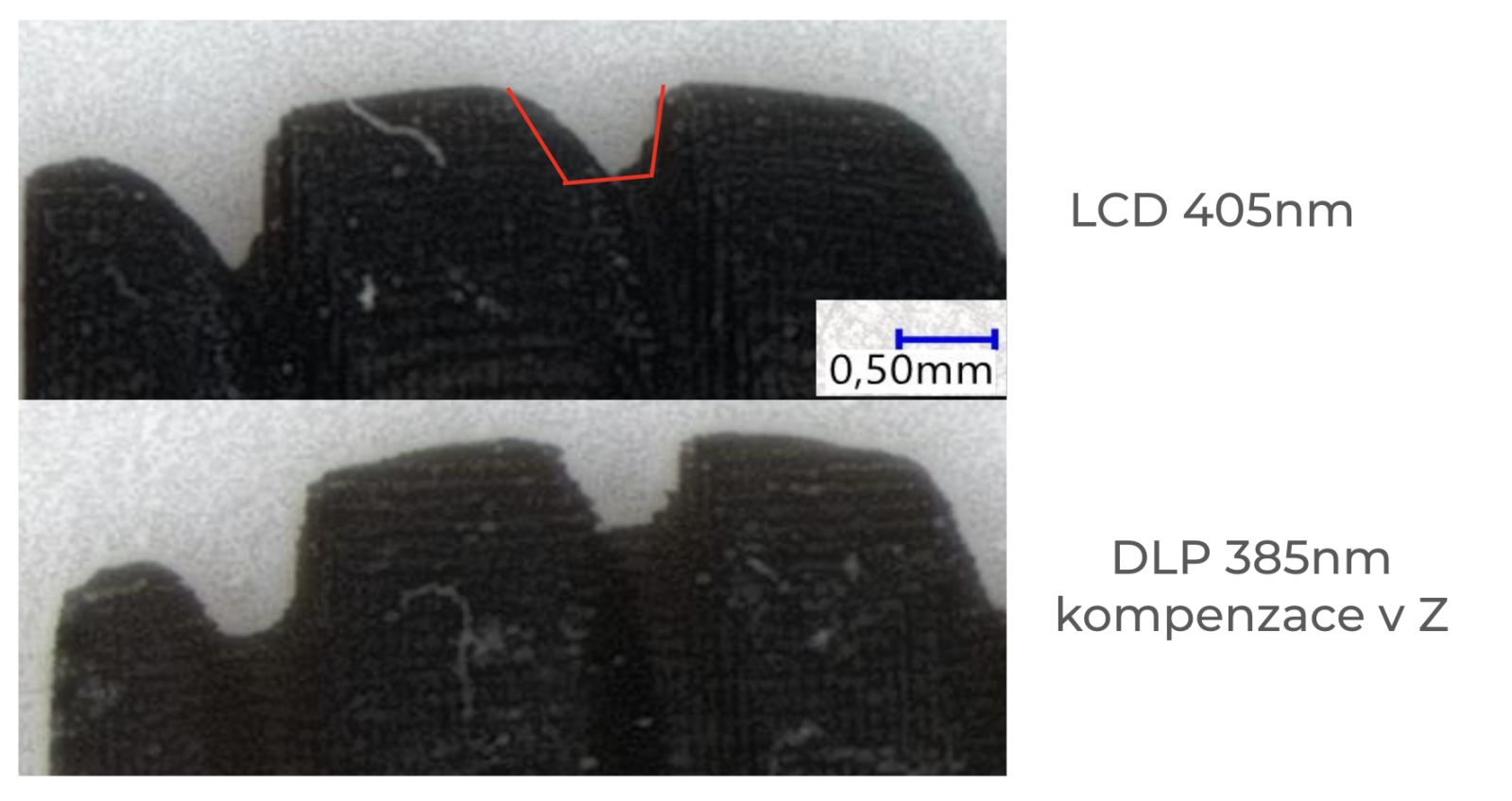
Obr.5 Závit u spodního obrázku již není potřeba prořezávat (začisťovat)
Naopak systémy využívající 405 nm vykazují větší rozptyl světla, co může vést k méně přesnému vytvrzení zejména u jemných struktur. Z tohoto důvodu je kompenzace v ose Z klíčovým prvkem profesionálních řešení, zejména při výrobě funkčních a přesných dílů. Nejvíce se tento efekt projevuje u hustějších a odolnějších materiálů, zejména u resinů s příměsemi, zdravotně nezávadných materiálů a u bílých či transparentních variant.
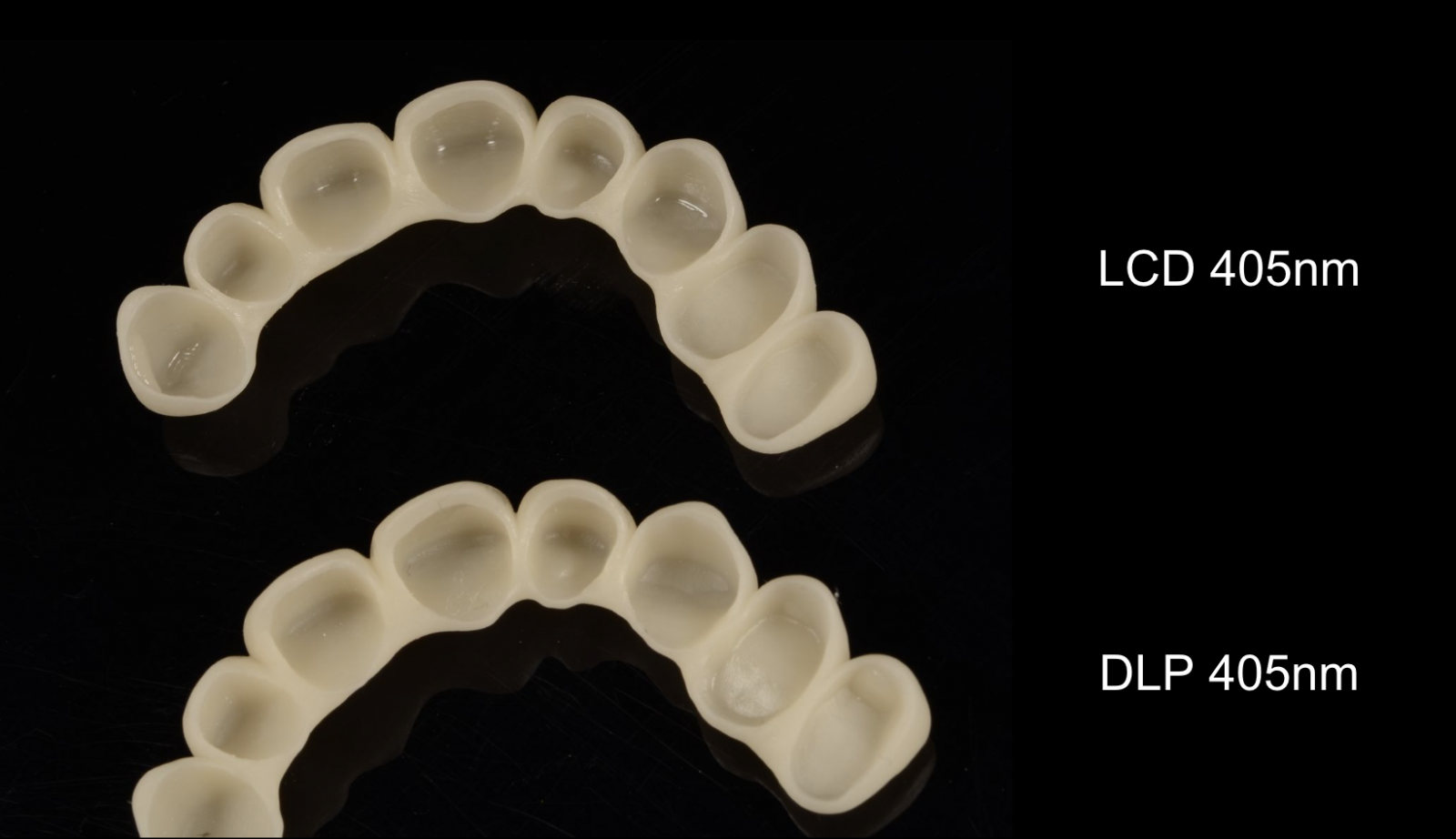
Obr.6 Lesklý cytotoxický materiál se musí odstranit, aby výtisk pasoval
Otevřené systémy a práce s materiály
Otevřený systém umožňuje práci s širokou škálou materiálů různých výrobců, podporuje inovace a dává uživateli technologickou nezávislost. Zároveň však kladou vyšší nároky na znalosti obsluhy, správné nastavení tiskových profilů a pochopení chování jednotlivých resinů během vytvrzování.
Bez validovaných 3D tiskových profilů a zkušeností může otevřený systém vést k nestabilním výsledkům. Materiálové profily, které výrobci často dodávají k 3D tiskárnám střední třídy, většinou obsahují pouze základní časování expozice a slouží spíše jako orientační nastavení, protože každý stroj se může lišit konstrukcí, kalibrací i stárnutím komponent. Parametry je proto často nutné dopřesnit, s čím vám rádi pomůžeme v rámci našeho školení. U nižší třídy tyhle profily často chybí úplně a je nutné je vytvořit.
U profesionálních systémů vyšší třídy vybavených senzory je situace odlišná. 3D tiskárna aktivně kontrolující dodržení výšky vrstvy zajistí kompletní polymerizaci (třeba dokončení vazeb). Zajistí taky stabilní podmínky prostředí, takže materiálové profily mohou zahrnovat i kompenzace smršťování a další korekce pro dosažení přesné a opakovatelné geometrie.
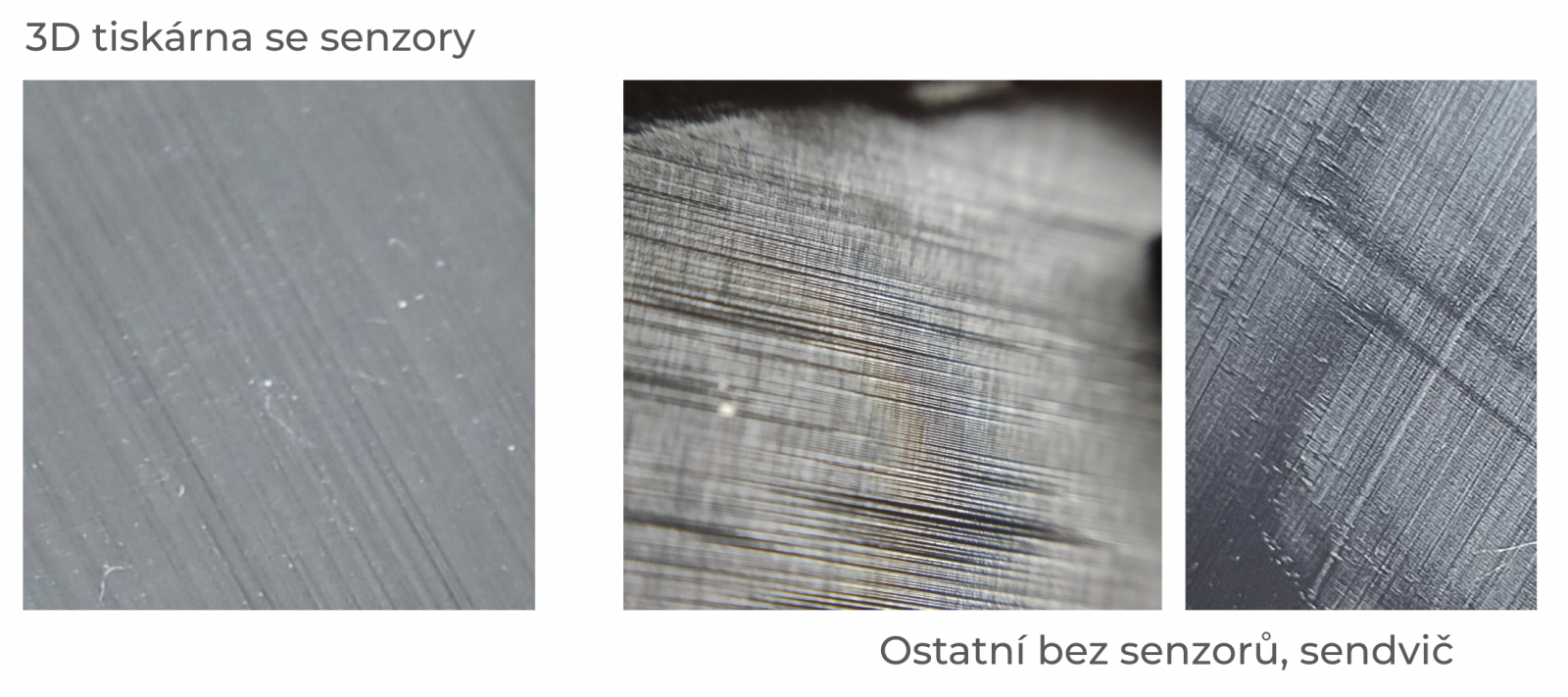
Obr.7 Mikroskopický snímek povrchu 3D výtisku v ose Z
Zpracovatelnost materiálů a význam teploty
Moderní resiny určené pro profesionální a zdravotnické aplikace jsou často mechanicky odolnější a viskóznější, co klade zvýšené nároky na řízení procesu. Aktivní vyhřívání materiálu snižuje viskozitu pryskyřice, zlepšuje její tok a přispívá ke konzistentnějším výsledkům napříč celou tiskovou plochou.
Nedílnou součástí procesu je také řízené následné vytvrzování, které má zásadní vliv na finální mechanické vlastnosti a dlouhodobou stabilitu dílů. U profesionálních řešení je tento krok optimalizován v návaznosti na použitou technologii a vlnovou délku světla.
Rozdíly mezi třídami resinových 3D tiskáren
V praxi se výrazně liší nejen samotná technologie, ale i úroveň konstrukce jednotlivých zařízení. Resinové 3D tiskárny lze zjednodušeně rozdělit do tří základních kategorií.
Hobby zařízení (typicky do cca 25 000 Kč) většinou využívají světelný zdroj 405 nm a pracují bez optimalizovaných materiálových profilů. Stabilita osvitu může kolísat, chlazení bývá omezené a konstrukce je převážně mechanická bez senzorů pro kontrolu procesu. Tyto stroje mají nižší přesnost, vyžadují časté kalibrace tiskových parametrů a jejich životnost se obvykle pohybuje kolem dvou let.
Zařízení střední třídy (do cca 150 000 Kč) již často využívají LCD systémy s vlnovou délkou 385 nm a stabilnější osvětlení díky lepšímu chlazení. Přesto většinou postrádají senzory sledující průběh tisku, takže proces je stále založen především na mechanickém pohybu. Vyžadují méně časté kalibrace a jejich typická životnost je přibližně pět let.
Profesionální zařízení vyšší třídy jsou obvykle projektorové systémy pracující na 385 nm, vybavené senzory sledujícími průběh tisku a výkon světelného zdroje. Díky tomu dokážou aktivně stabilizovat proces a dosahují vysoké přesnosti i opakovatelnosti výroby. Jejich životnost může dosahovat až 15 let a připravené materiálové profily umožňují spolehlivý tisk bez nutnosti složité kalibrace.
.png)
Obr.7 3D tiskárny nižší, střední a vyšší třídy
Proč je lokální technická podpora klíčová
V dlouhodobém provozu resinového 3D tisku nerozhoduje pouze samotná 3D tiskárna, ale především schopnost celý proces stabilně řídit, optimalizovat a dlouhodobě udržet. Klíčovou roli zde hraje lokální technický partner, který rozumí nejen technologii, ale i jejím fyzikálním limitům a praktickému nasazení ve výrobě.
V cotu přistupujeme k resinovému 3D tisku jako ke komplexnímu výrobnímu procesu, nikoli jako k izolované technologii. Zajišťujeme technickou podporu, výběr materiálů, optimalizaci procesu a přenos know-how z reálných průmyslových i zdravotnických aplikací.
Zákazníkům pomáháme nejem při výběru a nasazení nové technologie, ale také s efektivním využitím zařízení, která již ve firmě mají - i v případě, že nebyla pořízena přímo u nás. Podporujeme je při nastavení procesů, validaci výroby i při dlouhodobém provozu – od vývoje, přes prototypy, až po stabilní malosériovou výrobu.
Resinový 3D tisk nabízí vysokou přesnost a flexibilitu, jeho skutečný potenciál se však projeví až tehdy, když je správně řízen celý výrobní proces. Právě v dlouhodobém provozu a při vyšších nárocích na kvalitu rozhodují detaily technologie, kontrola fyzikálních jevů a odborné know-how – nikoli pouze katalogové parametry zařízení.
Chcete, aby resinový 3D tisk fungoval spolehlivě i ve vašem provozu?
Ozvěte se nám a probereme, jak nastavit technologii a proces tak, aby přinášely stabilní výsledky, vysokou kvalitu a reálnou výrobní hodnotu.