Resin 3D printing is now widely used in industrial, dental, and medical applications where dimensional accuracy, fine details, and repeatability are essential. Yet in practice, significant differences in output quality are often observed — even when the same material is used.
The decisive factor is not only the basic parameters of the 3D printer itself, but also the way the entire printing process is managed, the physical limits of the technology, and the ability of the device to actively compensate for those limits.
How Stereolithography Works and Where the Limits Arise
Stereolithography (SLA and related projection technologies) is among the most precise methods of resin 3D printing. The basic principle is the selective curing of liquid photopolymer using UV light (image projection) through the transparent bottom of the resin vat. Each layer of the model is cured individually, and the build platform then moves in the Z-axis, gradually forming the final object layer by layer.
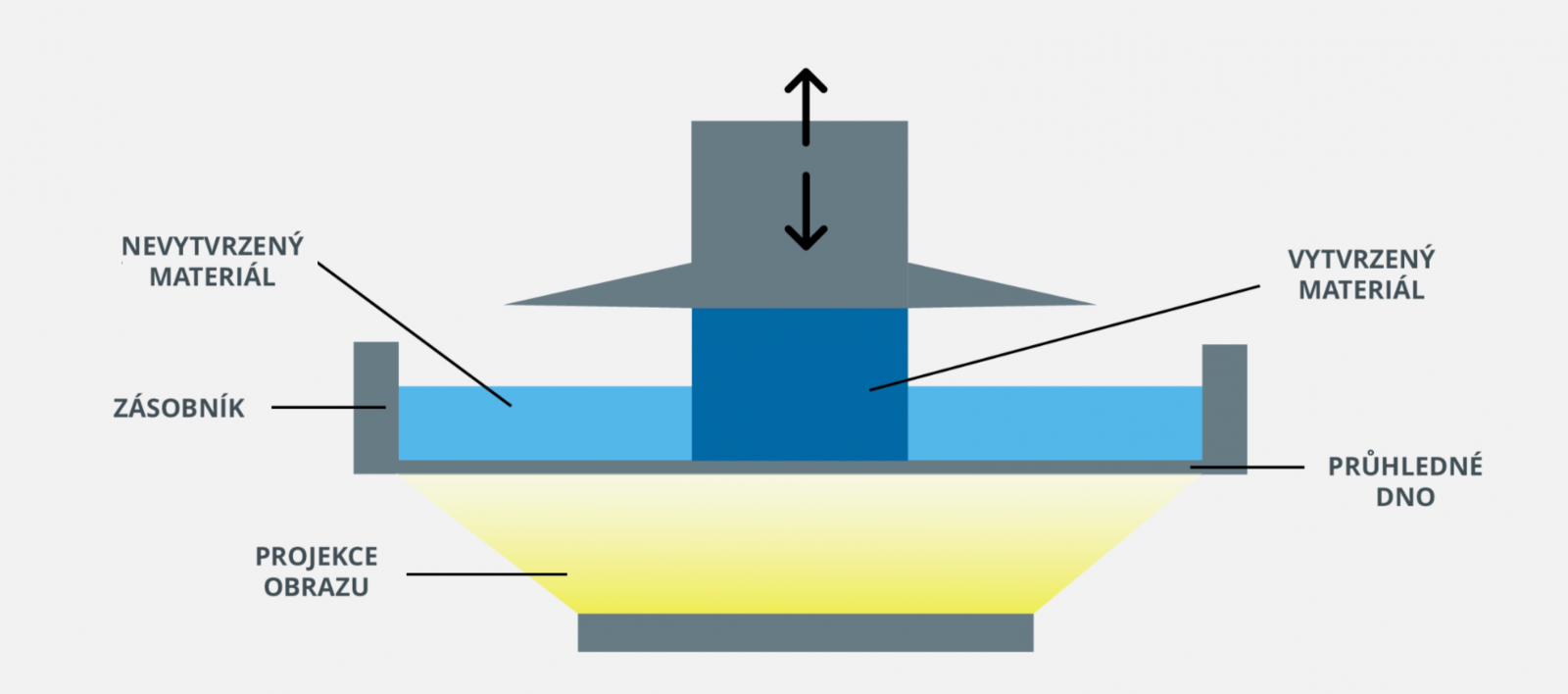
Fig. 1 Principle of printing liquid materials – resins
This principle allows extremely fine details, smooth surfaces, and high dimensional accuracy. At the same time, however, it introduces technological limitations that are not immediately visible. The movement of the platform while compressing the material into each layer generates mechanical and physical forces that directly affect the stability of the entire process.
If these phenomena are not properly controlled, micro-deformations, fluctuations in layer thickness, or reduced overall printing accuracy may occur. For this reason, stereolithography cannot be seen simply as “layer curing”, but rather as a complex manufacturing process in which the details of process control play a decisive role.
Overview of Projection Technologies
The main image projection technologies used in resin 3D printing include SLA, DLP, LCD, and MJP. These differ in their curing principle, light source stability, and suitability for long-term operation.
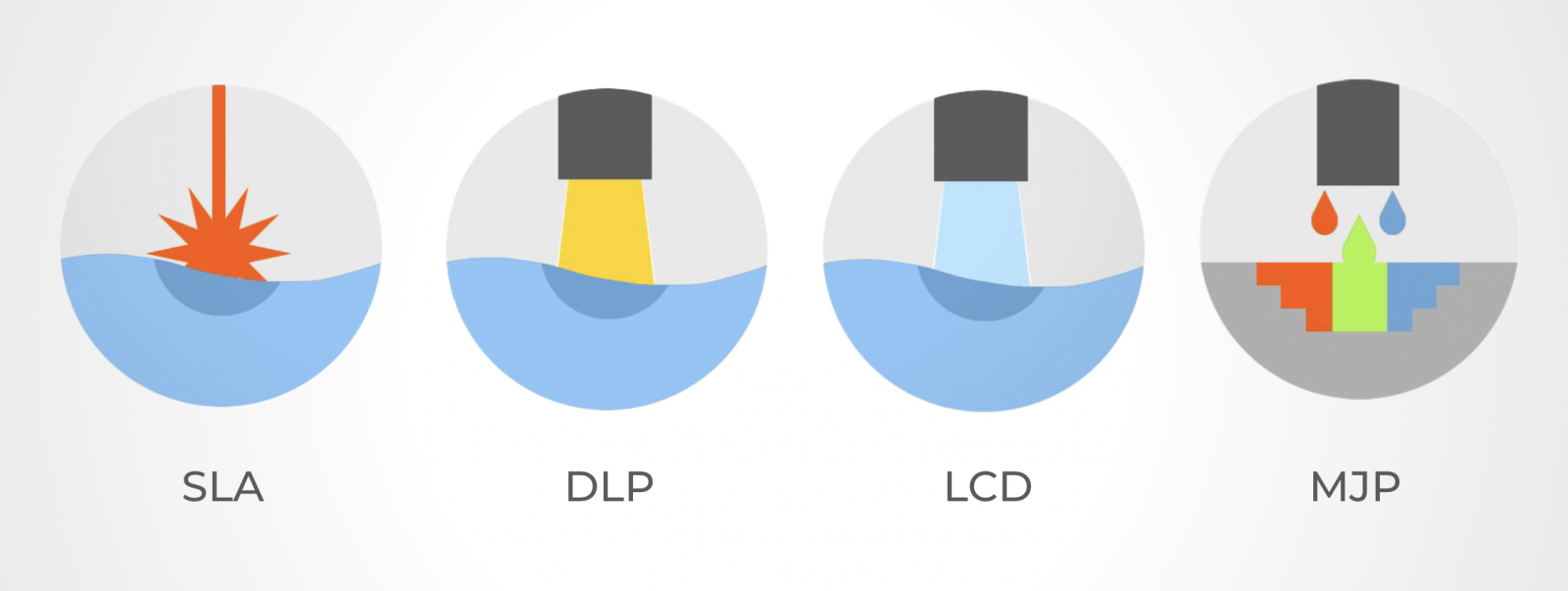 Fig. 2 Stereolithography technologies
Fig. 2 Stereolithography technologies
SLA (laser stereolithography) uses a laser beam with constant output and long light-source lifetime. Its disadvantages include slower printing speed, lower edge sharpness, and limited accuracy when producing very fine details.
DLP (projector technology) cures an entire layer at once. It offers sharp imaging, uniform illumination, stable light output, and long light-source lifetime. As a result, it is suitable for accurate and repeatable manufacturing, especially in professional applications.
LCD technology is cost-effective and allows multiple objects to be printed simultaneously. However, it suffers from fluctuations in light output, uneven backlighting, and shorter display lifetime, which limits its long-term stability. It is therefore more suitable for hobby use or for experienced users who are able to compensate for these limitations during process setup.
MJP (inkjet-based technology) offers high accuracy and speed, but at the cost of higher operating expenses, a limited range of materials, and lower mechanical durability of printed parts.
Buoyancy and Layer Thickness Control: A Key Difference Between Technologies
One of the most important physical phenomena in resin 3D printing is buoyancy, which occurs during material compression. This effect is unavoidable and affects all bottom-projection technologies regardless of manufacturer or device type.
The difference between individual systems lies in how buoyancy is managed. Basic machines operate with fixed timing parameters and assume an ideal process. In reality, however, situations can occur where the actual layer thickness does not correspond to the configured parameters.
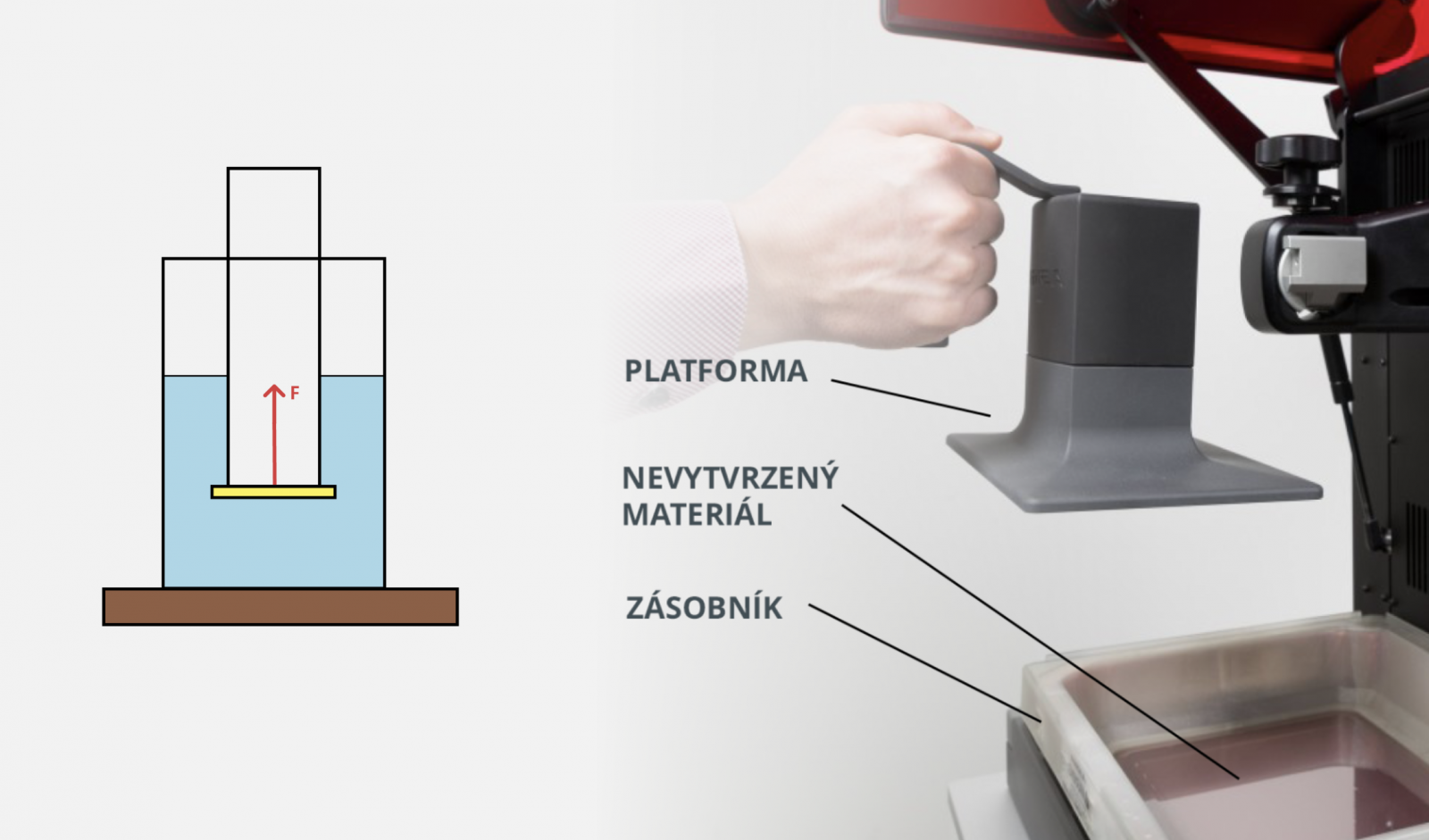 Fig. 3 Acting forces
Fig. 3 Acting forces
More advanced 3D printers are therefore equipped with intelligent layer-thickness sensors and feedback systems that monitor the real condition of the process and respond to deviations in real time. This makes it possible to actively compensate for emerging forces, prevent uneven curing of individual layers, and achieve a homogeneous material structure throughout the entire height of the part.
This is where the difference between hobby solutions and professional manufacturing technologies becomes most apparent.
The Importance of Uniform Illumination and Light Output Control
Another crucial factor affecting resin 3D printing quality is the uniformity of illumination across the entire build platform. If the light source does not provide constant and homogeneous output, differences in curing occur across different parts of the layer.
These variations subsequently affect not only dimensional accuracy but also the mechanical properties and biocompatibility of the final parts. While minor deviations may be negligible for simple models, they can become critical in functional or precision components.
Professional systems therefore mask the light source so that light intensity remains uniform across the entire build area. At the same time, they actively monitor the performance of the light source and adjust curing parameters to ensure process stability even during long-term operation and full utilization of the build platform.
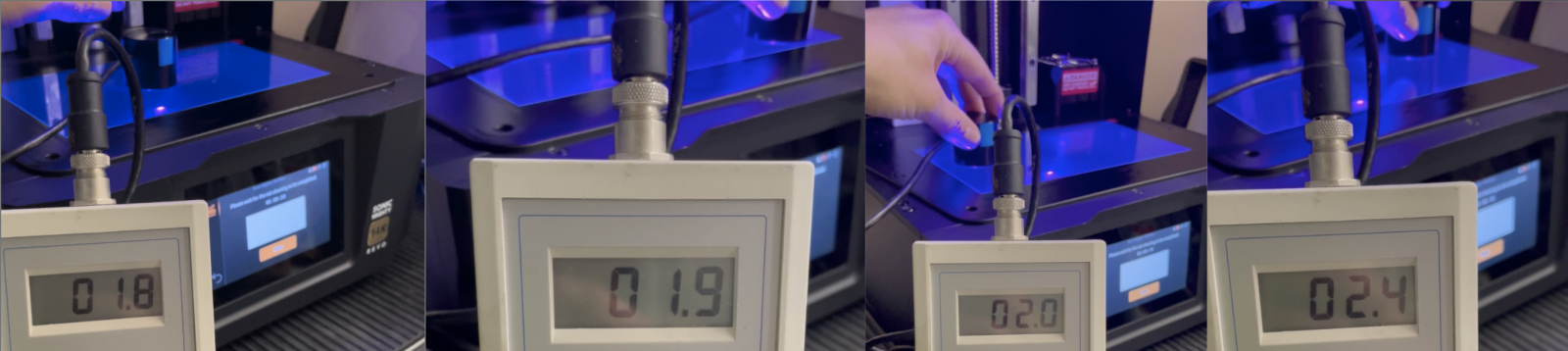 Fig. 4 Difference in illumination: lower class 10%, higher class 0.5%
Fig. 4 Difference in illumination: lower class 10%, higher class 0.5%
Light Penetration, Wavelength, and Z-Axis Compensation
The quality of curing is also significantly influenced by the wavelength of the UV light used. Technologies operating at 385 nm enable more precise polymerization control and reduce unwanted light penetration in the Z direction. This allows sharper edges, better detail definition, and higher dimensional accuracy.
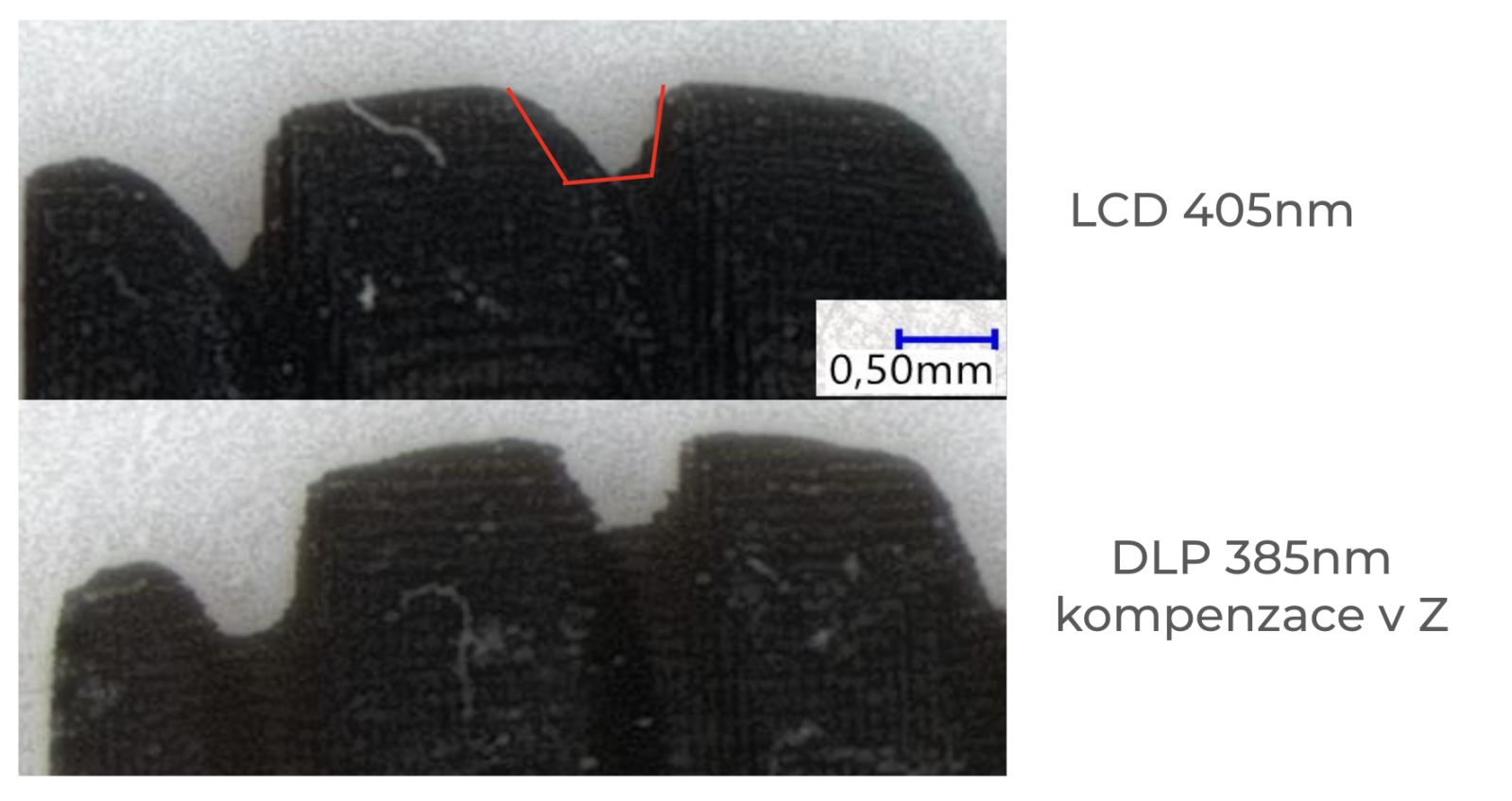 Fig. 5 Thread in the lower image no longer requires additional finishing
Fig. 5 Thread in the lower image no longer requires additional finishing
Systems operating at 405 nm, on the other hand, exhibit greater light scattering, which may lead to less precise curing, particularly in fine structures. For this reason, Z-axis compensation is a key feature of professional solutions, especially in the production of functional and precision components. This effect is most pronounced in denser and more durable materials, particularly resins containing additives, biocompatible materials, and white or transparent variants.
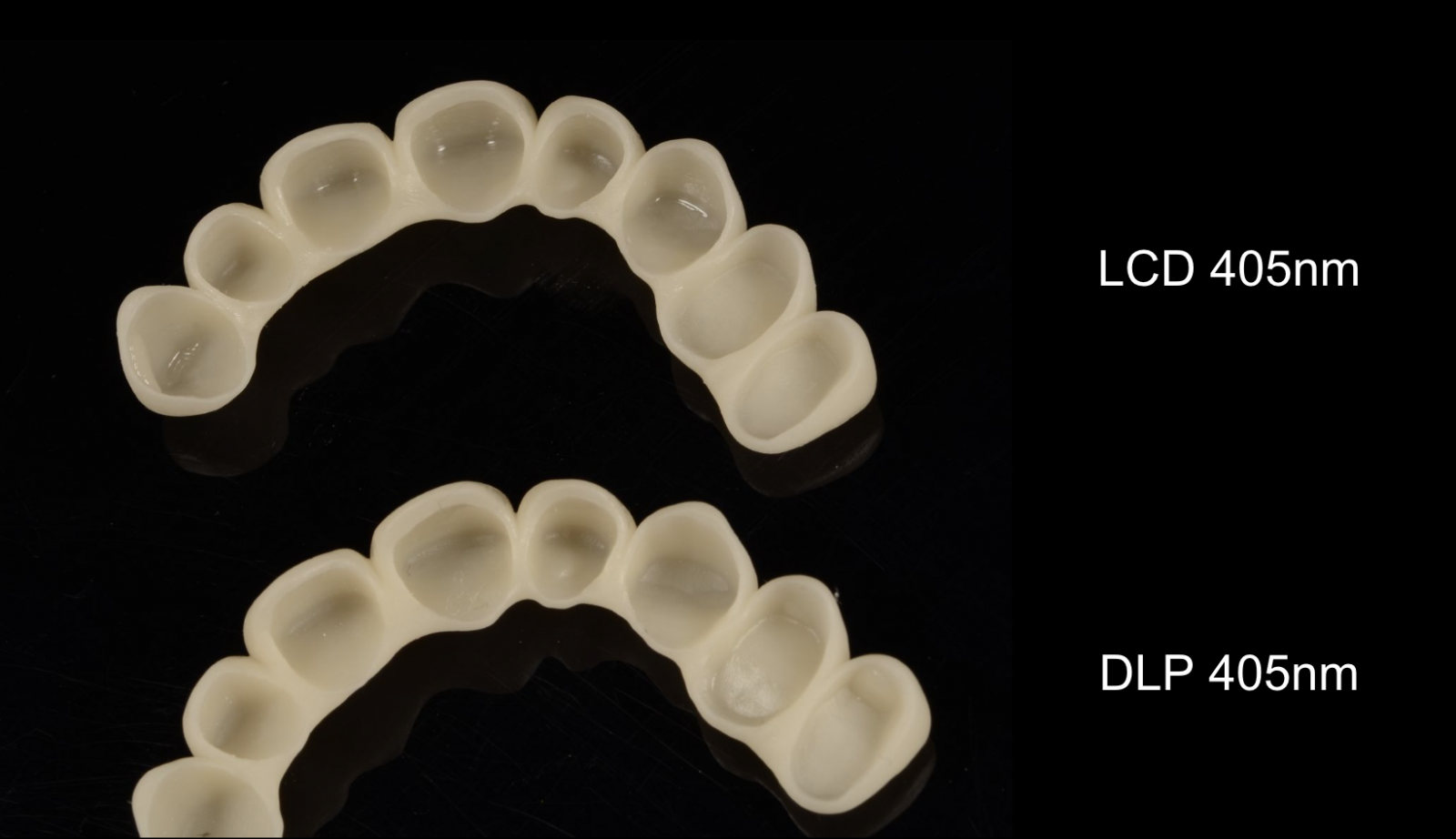 Fig. 6 Glossy cytotoxic material must be removed for the part to fit
Fig. 6 Glossy cytotoxic material must be removed for the part to fit
Open Systems and Working with Materials
An open system allows the use of a wide range of materials from different manufacturers, supports innovation, and gives users technological independence. At the same time, it places higher demands on operator knowledge, correct configuration of printing profiles, and understanding how individual resins behave during curing.
Without validated printing profiles and experience, an open system can lead to unstable results. Material profiles supplied with mid-range printers usually contain only basic exposure timing and therefore serve mainly as a starting point. Because individual machines may differ in construction, calibration, and component aging, parameters often need further refinement. In lower-class machines, such profiles are often not available at all and must be created manually.
In higher-class professional systems equipped with sensors, the situation is different. The printer actively verifies layer height and ensures complete polymerization. It also maintains stable environmental conditions, allowing material profiles to include shrinkage compensation and other corrections needed to achieve precise and repeatable geometry.
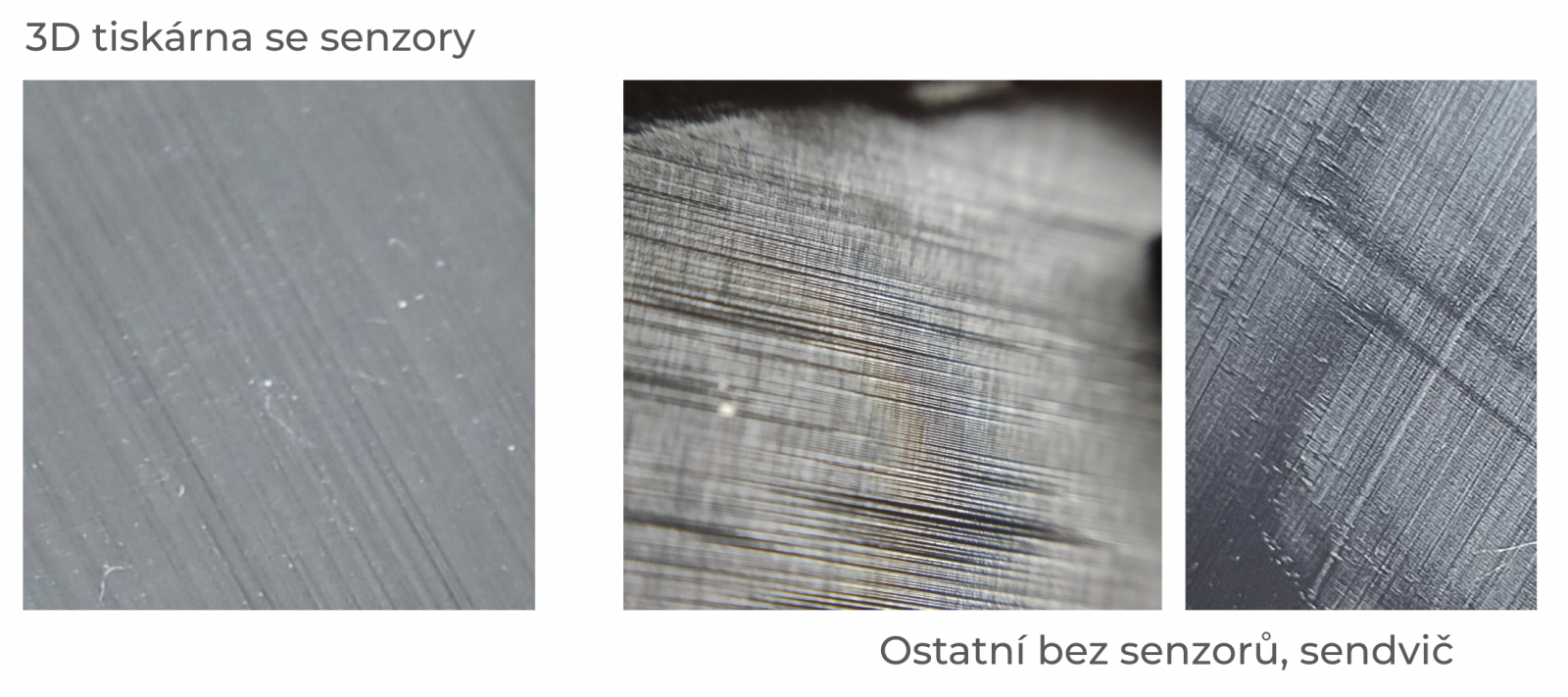 Fig. 7 Microscopic view of a 3D printed surface in the Z-axis
Fig. 7 Microscopic view of a 3D printed surface in the Z-axis
Material Processability and the Importance of Temperature
Modern resins designed for professional and medical applications are often mechanically stronger and more viscous, which places greater demands on process control. Active material heating reduces resin viscosity, improves flow, and contributes to more consistent results across the entire build platform.
A crucial part of the process is also controlled post-curing, which has a significant impact on the final mechanical properties and long-term stability of printed parts. In professional systems, this step is optimized in relation to the printing technology and light wavelength used.
Differences Between Classes of Resin 3D Printers
In practice, not only the technology itself but also the construction level of individual machines differs significantly. Resin 3D printers can be broadly divided into three categories.
Hobby printers (typically up to about €1,000) usually use a 405 nm light source and operate without optimized material profiles. Illumination stability may fluctuate, cooling is often limited, and the construction is largely mechanical without process monitoring sensors. These machines offer lower accuracy, require frequent calibration of printing parameters, and typically have a lifespan of around two years.
Mid-range printers (up to approximately €6,000) often use 385 nm LCD systems and offer more stable illumination thanks to improved cooling. However, they generally lack sensors monitoring the printing process, meaning the system still relies mainly on mechanical movement. Calibration is required less frequently, and the typical lifespan is around five years.
High-end professional systems are usually projector-based technologies operating at 385 nm, equipped with sensors that monitor the printing process and light output. These systems actively stabilize the process and achieve high precision and repeatability. Their lifespan can reach up to 15 years, and validated material profiles allow reliable printing without complex calibration.
 Fig. 8 Resin 3D printers: lower, mid, and high class
Fig. 8 Resin 3D printers: lower, mid, and high class
Why Local Technical Support Is Essential
In long-term resin 3D printing operation, success does not depend solely on the printer itself but on the ability to manage, optimize, and maintain the entire process over time. A local technical partner plays a crucial role here — someone who understands not only the technology but also its physical limitations and practical implementation in manufacturing.
At cotu, we approach resin 3D printing as a complete manufacturing process rather than an isolated technology. We provide technical support, material selection, process optimization, and knowledge transfer from real industrial and medical applications.
We help customers not only with selecting and implementing new technology, but also with making effective use of equipment they already have — even if it was not purchased directly from us. We support them in process setup, manufacturing validation, and long-term operation — from development and prototyping to stable small-series production.
Resin 3D printing offers high accuracy and flexibility, but its true potential is realized only when the entire manufacturing process is properly controlled. In long-term operation and in applications with high quality requirements, the decisive factors are technological details, control of physical phenomena, and expert know-how — not just the specifications listed in a product catalogue.
Do you want resin 3D printing to work reliably in your production environment?
Contact us and we will discuss how to set up the technology and process to deliver stable results, high quality, and real manufacturing value.